With the evolution of the laser industry and changes in downstream industry demands, high-power laser cutting equipment has gradually become a focal point of market interest.
With unparalleled advantages in speed and thickness, high-power laser cutting has now garnered widespread market recognition.
However, as high-power laser cutting technology is still in its early stages of widespread adoption, workers don’t know how to solve them when faced with issues during production debugging. We will provide some tips to help you to adjust to the right laser cutting process parameters, which will reudce losses caused by defective workpieces and enhance your cost-effectiveness from another perspective.
There are many reasons why high-power lasers can produce defective workpieces during the cutting process. The main issues can be diagnosed from the following four aspects.
Basic Troubleshooting
If poor cutting results are detected, check for the following issues firstly:
- 1. Whether lenses are contaminated
- 2. Whether nozzle is damaged
- 3. Whether laser beam is centered on the nozzle
- 4. Whether ceramic are damaged
Specific defects
1. Sectional Stripes
Possible reasons:
Incorrect nozzle selection—too big of a nozzle; incorrect air pressure setting—overburning with stripes due to too high pressure; incorrect cutting speed—overburning caused by too slow or too fast speed.
Solutions:
- Change the nozzle, opt for a smaller diameter nozzle, for instance, a high-speed D1.4 nozzle for 16mm carbon steel bright cutting, and a high-speed D1.6 nozzle for 20mm carbon steel bright cutting
- reduce the cutting air pressure to improve the cut section quality
- adjust the cutting speed, so that the power matches the cutting speed
2. Bottom Slag
Possible reasons:
- The nozzle used may be too small, cutting focus mismatched;
- Air pressure too low or too high, cutting speed too fast;
- Poor material quality of the plate, bad plate quality, small nozzles have difficulty removing slag.
Solutions:
- Replace with a larger diameter nozzle, adjust the focus to the appropriate position;
- Increase or decrease air pressure until the airflow is suitable;
- Choose good quality plate material.
3. Bottom Burrs
Possible reasons:
- The nozzle diameter is too small to meet the machining requirements;
- The negative defocus is mismatched and should be increased and adjusted to the appropriate position;
- The air pressure is too low, resulting in bottom burrs and insufficient cutting.
Determine the appropriate cutting speed

(1) Appropriate Cutting Speed: The cutting sparks diffuse downwards, resulting in a smooth cutting surface without residue at the bottom.
(2) Excessive Cutting Speed: The cutting sparks tilt.
(3) Insufficient Cutting Speed: The cutting sparks do not diffuse and are few, clustering together.
The high cutting speed is a significant advantage of laser cutting and the primary reason many sheet metal processing users choose laser cutters. However, faster isn’t always better. Only by controlling the appropriate cutting speed can a smooth, slag-free cut surface and high-quality workpieces be achieved.
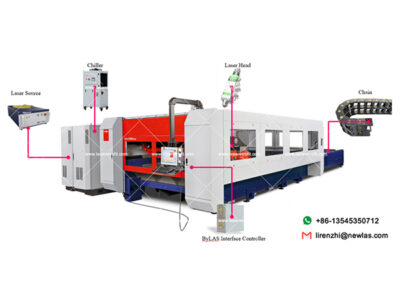
Newlaz is an expert in the field of CO2 laser cutting machine retrofit. After retrofitting, your laser cutting machine will start a new life, from CO2 laser to fiber laser, 3KW to 12KW. You will get faster cutting speed, more stable cutting ability, and lower production and maintenance costs.